ESMIL Process Systems were briefed to design an acetic acid recovery and concentration plant for a client’s new Petrochemical Plant in Europe in 2021. The new Acetic Acid Recovery plant (AARP) design specifications included:
- Hydraulic recovery of 90% (minimum) final permeate to plant feed ratio
- An acetic acid recovery efficiency of 80% (minimum)
- A robust, modular & fully automated plant
- Plant manufactured to Petrochemicals standard manufacturing specifications suitable for Hazardous Zone 2 area.
Process design
Esmil typically conduct rigorous process analysis before finalising the process design & engineering. Normally a 2-stage process is followed, wherein the process fluid is analysed using laboratory scale units at Esmil’s High Wycombe site to confirm the initial proposed design. Secondly, site trials are held on the customer site with pilot plant units to quantify process variation, and measure membrane fouling & cleaning requirements for the final design.
In this case, the process fluid was simulated in the laboratory before extensive laboratory test work was undertaken. As this is a green field build, no site trials were possible.
Extended testing of membrane performance after soaking for the prolonged period in concentrated acetic acid was conducted to determine changes in acetic acid rejection and flux characteristics. Prolonged runs were conducted to establish membrane cleaning requirements and any adverse effects by the acidic medium on the membrane material.
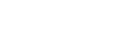
Process description
The feedstock which is a PTA process by-product is at 1-2% (w/w) acetic acid concentration. This is fed to the first pass of reverse osmosis membranes to effect initial separation, and the concentrate recovered is returned to the process.
The acetic acid is concentrated through the use of a second pass of RO membranes wherein the concentrate from the second pass is returned to the first pass feed tank. The final treated water from second pass goes to the site effluent treatment plant.
Plant Data
Typical delivery of system
The complete design, engineering, manufacture and installation of similar separation/concentration membrane systems is between 40 – 50 weeks from placement of firm order.