Dairy Processing Solutions
ESMIL Process Systems have delivered membrane-based fluid treatment systems to solve industry’s most challenging recovery, separation and waste water treatment requirements for over forty years. The dairy industry faces 3 significant challenges to profitable operation in the 21st century.
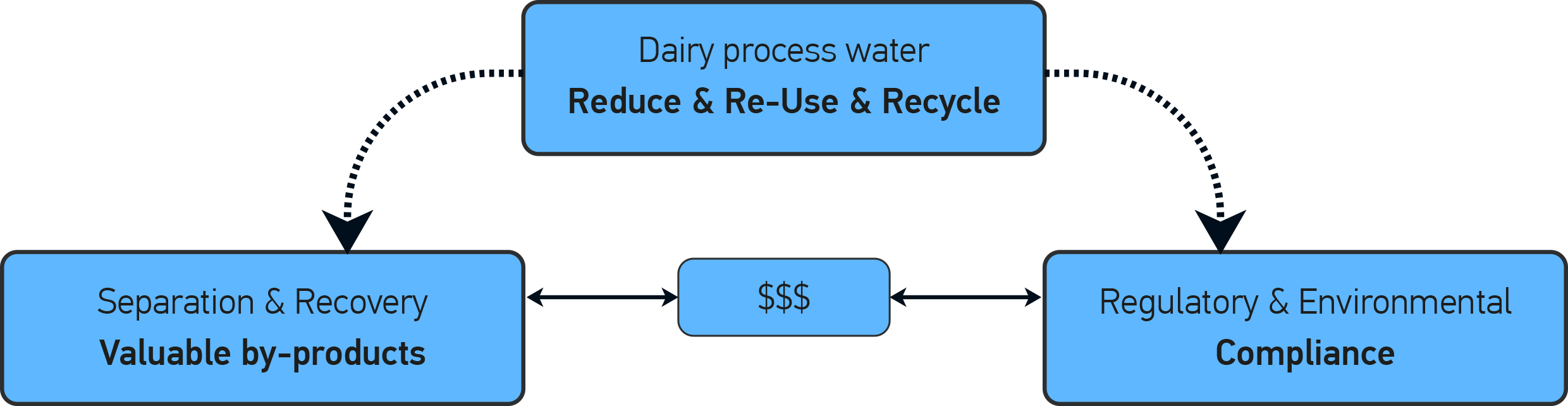
Effective recovery of waste brine & permeate streams as well as economic recovery of the valuable by-products from these streams will significantly impact the dairy processing bottom line. ESMIL’s philosophy in treating the waste streams can be summarised as follows:
Maintain & Improve Process Cost Efficiencies & Margins
| REQUIREMENT | SHEQ metrics | Recovery, separation & purification of dairy by-products | Reduction, recycle and re-use of water |
| DRIVER | Regulatory compliance | Improved economic value of dairy process stream | Reduction/elimination of waste streams |
Figure 1. Economic case for advanced dairy waste water treatment using membrane systems
Esmil Process Systems have developed, engineered and designed membrane systems specifically for the dairy industry. Properly designed membrane systems provide the customer with flexibility to meet the 3 challenges as described. Esmil can provide bespoke Micro-filtration [MF], Ultrafiltration [UF], Nanofiltration [NF] and Reverse Osmosis [RO] systems dependant on the specific process requirements. Esmil can supply full dairy process lines (holistic or modular configuration) for all dairy process unit operations including:
- Whole milk concentration and stabilisation;
- Low temperature milk pasteurisation;
- Lactose reduction and lactose recovery and concentration;
- Milk protein concentration and separation [MPC];
- Milk protein concentrate [40 – 85%];
- Milk protein Hydrolysate;
- Milk protein Isolate [MPI 88 – 92%];
- Fat concentration and removal before protein separation;
- Lactose free milk;
- Extended Shelf Life [ESL] products.
Esmil provide expert design and engineering solutions for dairy processing, cheese manufacture and downstream recovery of whey by-products to maximise the revenue potential of the whey and brine streams. These include various configurations of Ultrafiltration [UF], Micro-Filtration [MF] and selective diafiltration techniques to achieve the recovery of:
- Whey Protein Concentrate [WPC 35 – 85%];
- Native whey protein isolate;
- Whey Protein Isolate [WPI 90%].
Adding subsequent hydrolysis and micro-particulation unit operations allows for further treatment of UF concentrate to produce a Whey Protein Hydrolysate and microparticulate Whey Protein by-products.
Use of membrane technologies provides the dairy processor with alternate strategies to minimise or eliminate dairy waste water volumes (waste volume reduction) as well as recovery of by-products. These by-products which were previously discharged to waste include:
- Lactose Concentrate;
- Partially demineralised Whey Protein [WP 50 – 90%];
- Milk solids;
- Ca3(PO4)2 concentrate.